
Влияние на температурата на отгряване върху охладената нискохромна молибденова ролка от ковко желязо
Засегната от процеса на леене, охладената нискохромова молибденова ролка от чугунено желязо има относително голямо напрежение при леене в отлито състояние, така че се изисква отгряване с облекчаване на напрежението. Практиката показва, че температурата на отгряване при облекчаване на напрежението влияе не само върху степента на облекчаване на напрежението при леене, но също така влияе върху структурата и производителността на ролката.
С помощта на индукционна честотна електрическа пещ за топене на разтопено желязо, процес на изливане отдолу, диаметърът на работната повърхност на ролката е 288 мм, а съставът е показан в таблица 1. Използвайте струг, за да изрежете 20 мм дебелина и 40 мм ширина (радиално измерение ) пръстен от валцувания охладен слой. Пръстенът се нарязва на няколко проби, които се отгряват и подлагат на топлинна обработка при различни температури, след което се наблюдават металографската структура и твърдост.
Фигура 1 показва металографската структура на външната страна на пръстена за рязане на ролка (близо до студения тип) и вътрешността на рязания пръстен (близо до сърцевината на ролката). Фигура 1а и фигура 1б показват, че отлитата структура на ролката е перлит, ледебурит и карбид. Количеството карбиди от външната страна на допирателния пръстен е по -голямо, а количеството на перлита е по -малко, а количеството карбиди от вътрешната страна на допирателния пръстен е по -малко и количеството на перлита е повече. . Тестът показва, че дори ако температурата на отгряване достигне 600 ° C и времето на задържане е 4 часа, структурата на ролката все още няма очевидна промяна, както е показано на Фигура 1в и Фигура 1г.

(а) Отлято отвън (б) Отлито отвътре
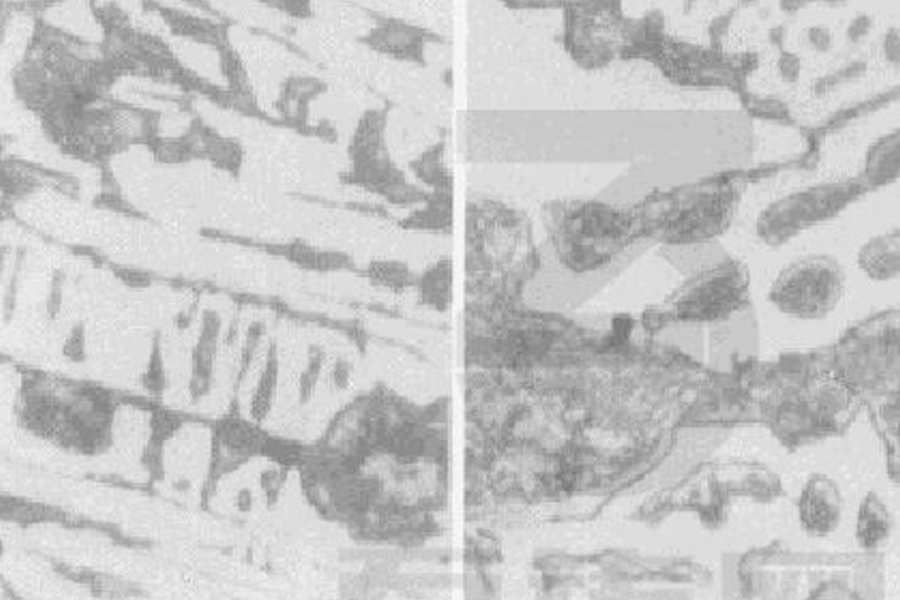
в) външната страна след термична обработка 600 ℃ × 4 часа; г) вътрешната страна след термична обработка 600 ℃ × 4 часа
Фигура 1 Металографска структура на ролка
Фигура 2 показва твърдостта в различни позиции на режещия пръстен на работния слой на ролката в отлито състояние и след различни термични обработки. Фигурата показва, че твърдостта на ролката постепенно намалява отвън към вътрешността на режещия пръстен. След термичната обработка твърдостта на ролката намалява, а намаляването на твърдостта се увеличава с увеличаването на температурата на термична обработка. Когато температурата на термична обработка достигне 600 ° C, твърдостта намалява значително. Според изискванията на клиента относно твърдостта на ролките, ние избираме температура на отгряване 400 ℃ в производството.

Дискусия
Намаляването на твърдостта на ролката след термична обработка се причинява от три фактора. Единият е, че металографската структура се променя по време на термична обработка, като например разлагането на карбидите. Съгласно фигура 1, дори ако температурата на термична обработка достигне 600 ° C, структурата на ролката все още няма значителни промени. Този резултат е в съответствие с фазовата диаграма на феросплавта [1]. Вижда се, че намаляването на твърдостта на ролката не е причинено от промени в металографската структура. Второто е, че легиращите елементи дифузират равномерно и степента на пренасищане се намалява по време на процеса на топлинна обработка, тоест причинена от промени в микроструктурата. За да се определи ефекта на този фактор, експериментът измерва микротвърдостта на карбида и перлита след различни термични обработки (виж Фигура 3). Резултатите от измерванията показват, че микротвърдостта на перлита и карбидите се намалява в различна степен след термична обработка. Това явление трябва да доведе до намаляване на макроскопската твърдост на ролката. Третото е намаляването на макроскопичната твърдост на ролката с облекчаване на напрежението при леене.
Заключение
След като охладената нискохромова молибденова ролка от ковък желязо е отгрята и термично обработена при по -малко от 600 ° C, металографската структура не се променя значително, но макроскопската твърдост се намалява. Когато температурата на термична обработка е по-малка от 450 ° C, съвместната твърдост намалява малко, а когато температурата на термична обработка е по-висока от 600 ° C, твърдостта намалява повече. Причината за намаляването на макроскопската твърдост е намаляването на микротвърдостта и премахването на напрежението при леене.
Моля, запазете източника и адреса на тази статия за повторно отпечатване: Влияние на температурата на отгряване върху охладената нискохромна молибденова ролка от ковко желязо
Мингхе Компания за леене на умира са посветени на производството и осигуряват качествени и висококачествени части за леене (обхватът на части за леене на метали включва главно Тънкостенно леене под налягане,Топъл камер Die Casting,Студено камерно леене), Кръгло обслужване (услуга за леене под налягане,Cnc обработка,Изработка на плесени, Повърхностна обработка). Всички персонализирани алуминиеви отливки, леене с магнезий или Zamak / цинк и други отливки са добре дошли да се свържете с нас.

Под контрола на ISO9001 и TS 16949, всички процеси се извършват чрез стотици усъвършенствани машини за леене под налягане, 5-осни машини и други съоръжения, вариращи от бластери до Ultra Sonic перални машини. Minghe не само разполага с модерно оборудване, но и разполага с професионални екип от опитни инженери, оператори и инспектори, за да реализират дизайна на клиента.

Договорен производител на отливки. Възможностите включват части за леене от алуминий със студена камера от 0.15 lbs. до 6 lbs., настройка за бърза смяна и обработка. Услугите с добавена стойност включват полиране, вибриране, отстраняване на обезкосмяването, струйно взривяване, боядисване, покритие, покритие, монтаж и обработка на инструменти. Материалите, с които се работи, включват сплави като 360, 380, 383 и 413.

Помощ при проектиране на леене на цинк при съпътстващи инженерни услуги Персонализиран производител на прецизни отливки от цинкова матрица. Могат да се произвеждат миниатюрни отливки, отливки под високо налягане, отливки с многоплъзгащи се форми, конвенционални отливки за форми, единични матрици и независими отливки и отливки с кухина Отливките могат да се произвеждат с дължина и ширина до 24 инча в толеранс +/- 0.0005 инча.

ISO 9001: 2015 сертифициран производител на магнезиево леене под налягане, Възможностите включват магнезиево леене под високо налягане до 200 тона гореща камера и 3000 тона студена камера, дизайн на инструментите, полиране, формоване, обработка, боядисване на прах и течности, пълен QA с CMM възможности , монтаж, опаковане и доставка.

Сертифициран по ITAF16949 Включва допълнителна услуга за кастинг инвестиционно леене,пясъчно леене,Гравитационен кастинг, Изливане на пяна леене,Центробежно леене,Вакуумно леене,Постоянно леене на мухъл, .Възможностите включват EDI, инженерна помощ, солидно моделиране и вторична обработка.

Кастинг индустрии Казуси за части за автомобили: Мотори, Самолети, Музикални инструменти, Водни плавателни съдове, Оптични устройства, Сензори, Модели, Електронни устройства, Кутии, Часовници, Машини, Двигатели, Мебели, Бижута, Конзоли, Телеком, Осветление, Медицински изделия, Фотографски устройства, Роботи, скулптури, озвучителна техника, спортна екипировка, инструментална екипировка, играчки и др.
Какво можем да ви помогнем да направите по-нататък?
∇ Отидете на началната страница за Китай за леене под налягане
→Части за леене-Разберете какво сме направили.
→ Съпоставени съвети за Услуги за леене под налягане
By Производител на леене под налягане Minghe | Категории: Полезни статии |Материал Tags: Алуминиево леене, Цинково леене, Магнезиево леене, Титаново леене, Леене от неръждаема стомана, Месинг леене,Бронзово леене,Кастинг на видео,История на компанията,Алуминиево леене под налягане | Коментарите са изключени







