Заваряване с триене
ФРИКЦИОННА ЗАВАРКА
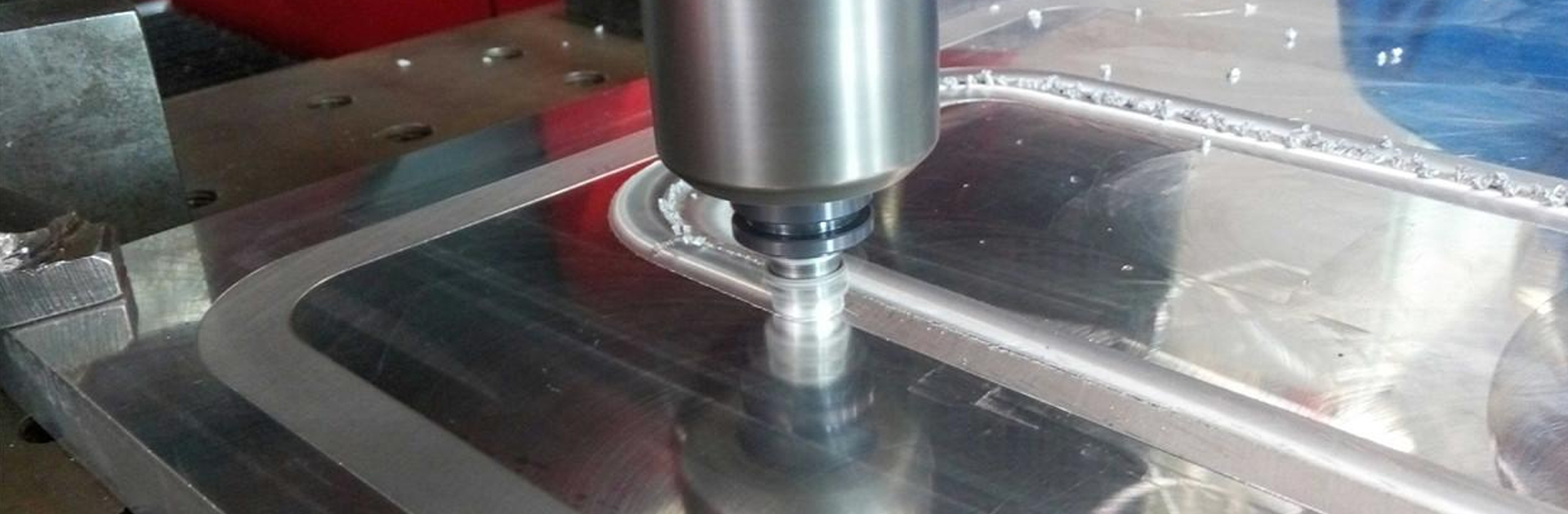
Фрикционното заваряване се отнася до метода на заваряване чрез използване на топлината, генерирана от триенето на контактната повърхност на детайла като източник на топлина, за да накара детайлът да се подложи на пластична деформация под налягане.
Под действието на налягане, под действието на постоянно или нарастващо налягане и въртящ момент, относителното движение между крайните повърхности на заваръчния контакт генерира топлина на триене и топлина от пластична деформация върху повърхността на триене и нейната близост, така че температурата на околността му се повишава до Температурният диапазон, близък до, но обикновено по-нисък от точката на топене, намалява деформационната устойчивост на материала, подобрява се пластичността и оксидният филм на интерфейса се счупва. Под действието на разтоварващото налягане, пластичната деформация и потокът на материала се придружават от молекулна дифузия и прекристализация на границата. Метод на твърдо заваряване за осъществяване на заваряване.
Minghe предлага цялостни решения за заваряване с триене за широк спектър от приложения за леене под налягане - с голямо портфолио от машини и допълнителна поддръжка, варираща от инженеринг до сервиз. Като световен лидер в производството на отливки за инвестиции, ние се гордеем, че предлагаме само най-добрите услуги на пазара. Страстта ни към отличното обслужване на клиентите води до стремежа ни към превъзходство. За да научите повече за нашите услуги или да обсъдите опции за следващия си проект, обърнете се към екипа днес.
Същността на заваряването с триене
Обикновено металните повърхности на механичните части се залепват и заваряват поради триене. В процеса на рязане на метал и високоскоростно въртене на машината често се установява, че повърхностите на две метални части са заварени заедно поради триене и топлина. Например: по време на завъртане, на струговия инструмент се генерира застроен ръб; по време на пробиването свредлото и детайлът често са свързани заедно; плъзгащият лагер е заседнал поради изгарянето на вала. Разбира се, тези ситуации винаги са били инциденти, които хората се стремят да избягват. Анализирани като заваръчен феномен, техният процес не е перфектен и качеството на заваряване не е идеално.
Чрез анализа на тези свързващи и заваръчни явления е полезно да се разбере същността на заваряването с триене.
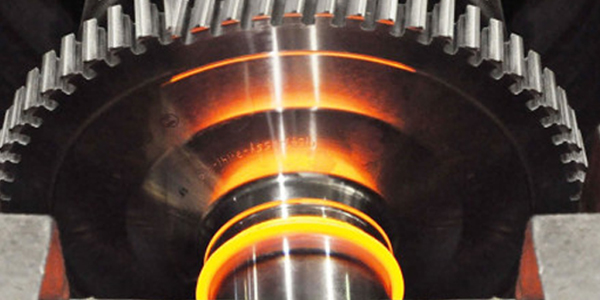
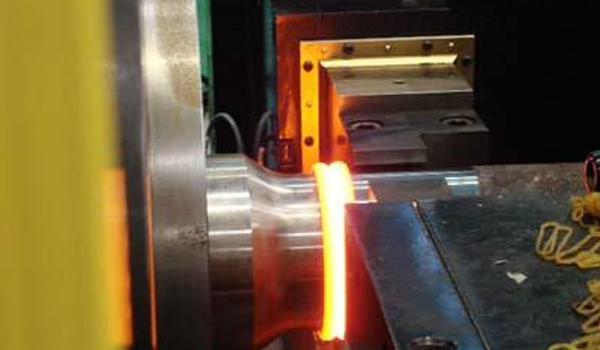
Триенето разрушава оксидния филм върху металната повърхност. Генерирането на топлина от триене намалява якостта на метала, но увеличава неговата пластичност. Фрикционната повърхност на метала произвежда пластична деформация и поток, което предотвратява окисляването на метала, насърчава взаимната дифузия на атомите на заварения метал и образува здрава заварена връзка. Това е същността на заваряването с триене.
Характеристиките на заваряване с триене
Защо заваряването с триене се развива много бързо у нас и в чужбина и приложението му е много широко, това е така, защото има редица предимства. Тези предимства включват следните аспекти:
1. Качеството на заваряване на фугата е добро и стабилно
Скоростта на скрап на преходните фуги от алуминий-мед, произведени чрез заваряване с ниско температурно триене в моята страна, е по-малка от 0.01%; фабриката на котела използва заваряване с триене вместо заваряване с бърза светлина, за да произведе намотки за икономизатор, а скоростта на заваръчния скрап е намалена от 10% на 0.001%. Западна Германия използва заваряване с триене вместо заваряване с флаш за производство на автомобилни изпускателни клапани, а степента на отхвърляне на заваряването е спаднала от 1.4% до 0.04 ~ 0.01%. От горните примери може да се види, че скоростта на скрап при заваряване с триене е много ниска, около 1% от общия метод на заваряване.
2. Подходящ за заваряване на различна стомана и разнородни метали.
Фрикционното заваряване може не само да заварява обикновени разнородни стомани, но също така и различни стомани и разнородни метали с много различни механични и физични свойства при стайна температура и висока температура, като въглеродна конструкционна стомана - високоскоростна инструментална стомана; мед - неръждаема стомана. В допълнение, той може също така да заварява различни метали, които произвеждат чупливи сплави, като алуминий-мед, алуминий-стомана и др.
3. Висока точност на размера на заваряването
За камерата за предварително изгаряне на дизелов двигател, произведена чрез заваряване с триене, максималната грешка на общата дължина е ± 0.1 mm. Някои специални машини за заваряване с триене могат да гарантират, че толерансът на дължината на заваряването е 0.2 mm, а ексцентриситетът е по-малък от 0.2 mm. Следователно, заваряването с триене се използва не само за заваряване на заготовки, но и за заваряване на сглобени продукти.
4. Заваръчната машина има ниска мощност и икономия на енергия.
В сравнение със заваряването с триене и заваряването с флаш, енергоспестяването е около 80 ~ 90%.
5. Свойства за опазване на околната среда при заваряване с триене
Работното място за заваряване с триене е хигиенично, без искри, дъги и вредни газове, което благоприятства опазването на околната среда и е подходящо за използване в автоматични производствени линии с други усъвършенствани методи за обработка на метали