
Влиянието на три режещи елемента върху ефективността на обработката
Всеки знае, че при подобряване на ефективността на обработката, увеличаването на трите елемента на рязане (скорост на рязане, дълбочина на рязане и скорост на подаване) е най -простият и директен метод. Подобряването на трите елемента на рязане на инструменти като цяло е ограничено от съществуващите условия за проектиране на металорежещи машини. Така че най-евтиният начин е да изберете добър материал за инструмента.
Правилото за определяне на трите елемента на рязане
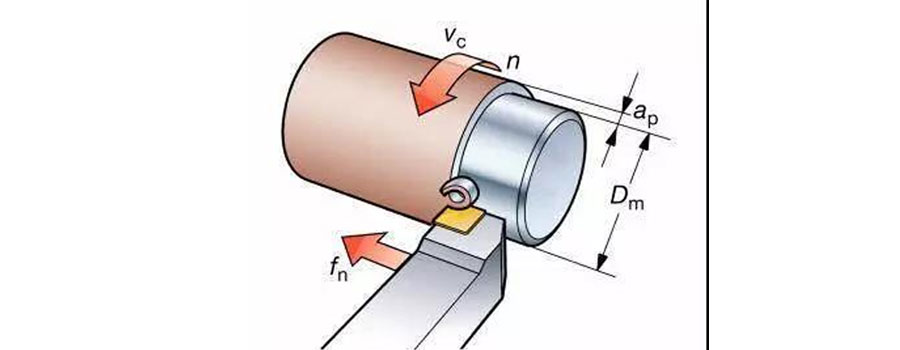
Определете дълбочината на ножа, количеството фураж и линейната скорост на рязане.
Дълбочина на рязане: обикновено се определя в зависимост от надбавката за обработка;
Подаване: Скоростта на подаване при груба обработка се определя от мощността на машинния инструмент, а скоростта на довършително подаване се определя от грапавостта на повърхността;
Скорост на рязане: Определя се според материала на инструмента и скоростта на шпиндела на машинния инструмент.
От гледна точка на подобряване cnc обработка ефективност, увеличаването на дълбочината на рязане вероятно е метод, който си заслужава да бъде разгледан. Една от важните причини е, че експериментите са показали, че след като дълбочината на рязане е равна на 10 пъти подаването, увеличаването на дълбочината на рязане ще има минимално въздействие върху издръжливостта на инструмента. Ако скоростта на рязане се увеличи, промяната на скоростта на рязане ще доведе до промяна на издръжливостта на инструмента с почти двойна скорост; ако се смени подаването, издръжливостта на инструмента също може да се промени приблизително еднакво. Следователно, когато така нареченият "нетен размер" не може да бъде постигнат за заготовките на нашия режим на масово производство, увеличаването на дълбочината на рязане е избор, който може да постигне високоефективен производствен цикъл, без да причинява значително увеличение на разходите за инструменти.
Избор на инструмент
Инструментите от циментиран карбид са основните инструменти на сегашния пазар на инструменти. Всеки е запознат с този инструмент. Можете да регулирате трите режещи елемента на инструменти от циментиран карбид според действителните условия на мястото на обработка, така че да увеличите максимално живота на инструмента и ефективността на обработката. Въпреки това, кубичен азот Разработването на инструменти на основата на бор не е дълго и много хора никога не са докосвали такива инструменти. Въпреки това, с появата на твърди материали и трудни за обработка материали, инструментите за кубичен боров нитрид постепенно се появяват в полезрението на всички. Но много хора често си мислят, че кубичните инструменти на борни нитриди са ограничени до високоскоростни процеси на рязане и довършителни работи.
Всъщност, с непрекъснатите научноизследователски и развойни дейности и иновациите в индустрията за инструменти за свръхтвърди материали, кубичните инструменти от борен нитрид са широко използвани в процесите на груба обработка и периодични условия на рязане. Изборът на кубични инструменти за бор нитрид е същият като този на инструментите за циментиран карбид. Според различните материали на детайла се избират различни марки инструменти и структура на инструмента.
Композитното заваръчно острие на кубичен боров нитрид обикновено се използва за довършителния процес. Той има само режещата част от кубичния борен нитрид, а матрицата е циментирана карбидна матрица. Дълбочината на ножа се контролира в рамките на 0.5 мм, така че може да се използва само за довършителни процеси, за тези с големи полета и неправилни повърхности, изберете интегралното острие на кубичен боров нитрид. Цялото тяло е направено от кубичен боров нитрид. Дълбочината на рязане е 1-10 мм, а животът на инструмента обикновено е 3 часа/ режещ ръб.
С напредъка на научните изследвания на кубичните инструменти от борен нитрид и реалните нужди при обработката, оригиналното високоскоростно довършване се е развило до прекъсващо, грубо и полу-финишно и може да се използва и в обикновени металорежещи машини; разходите за използване също са по -икономични.
Допълнителна информация
Диапазоните на обработка на кубични инструменти от борен нитрид и инструменти с циментиран карбид се припокриват. Например, сив чугун, инструменти с циментиран карбид и инструменти с кубичен боров нитрид могат да бъдат обработени. Можете да изберете по-икономичен и рентабилен инструмент инструмент, циментиран карбид според нуждите на предприятието. Поради собствените си ограничения на производителността, максималната линейна скорост на инструмента може да достигне 350 м/мин, докато кубичният инструмент с нитрид на бор може да достигне 1500 м/мин. В същото време трайността на кубичния инструмент за нитрид на бор е 30-50 пъти по-голяма от тази на обикновените инструменти от циментиран карбид. 5-15 пъти живота на слоестия карбиден инструмент.

Компаниите обаче не избират сляпо инструментите за кубичен борен нитрид за обработка на сив чугун. В края на краищата цената на кубичните инструменти от борен нитрид е по -висока от тази на инструментите от циментиран карбид. Ето защо се препоръчва да се избират за масово производство и високи изисквания за ефективност на обработката. За кубични инструменти за рязане на борен нитрид, ако ефективността на обработката не е висока и има малко работни места, е по-икономично и рентабилно да се избират режещи инструменти с циментиран карбид.
Моля, запазете източника и адреса на тази статия за повторно отпечатване:Влиянието на три режещи елемента върху ефективността на обработката
Мингхе Компания за леене на умира са посветени на производството и осигуряват качествени и висококачествени части за леене (обхватът на части за леене на метали включва главно Тънкостенно леене под налягане,Топъл камер Die Casting,Студено камерно леене), Кръгло обслужване (услуга за леене под налягане,Cnc обработка,Изработка на плесени, Повърхностна обработка). Всички персонализирани алуминиеви отливки, леене с магнезий или Zamak / цинк и други отливки са добре дошли да се свържете с нас.

Под контрола на ISO9001 и TS 16949, всички процеси се извършват чрез стотици усъвършенствани машини за леене под налягане, 5-осни машини и други съоръжения, вариращи от бластери до Ultra Sonic перални машини. Minghe не само разполага с модерно оборудване, но и разполага с професионални екип от опитни инженери, оператори и инспектори, за да реализират дизайна на клиента.

Договорен производител на отливки. Възможностите включват части за леене от алуминий със студена камера от 0.15 lbs. до 6 lbs., настройка за бърза смяна и обработка. Услугите с добавена стойност включват полиране, вибриране, отстраняване на обезкосмяването, струйно взривяване, боядисване, покритие, покритие, монтаж и обработка на инструменти. Материалите, с които се работи, включват сплави като 360, 380, 383 и 413.

Помощ при проектиране на леене на цинк при съпътстващи инженерни услуги Персонализиран производител на прецизни отливки от цинкова матрица. Могат да се произвеждат миниатюрни отливки, отливки под високо налягане, отливки с многоплъзгащи се форми, конвенционални отливки за форми, единични матрици и независими отливки и отливки с кухина Отливките могат да се произвеждат с дължина и ширина до 24 инча в толеранс +/- 0.0005 инча.

ISO 9001: 2015 сертифициран производител на магнезиево леене под налягане, Възможностите включват магнезиево леене под високо налягане до 200 тона гореща камера и 3000 тона студена камера, дизайн на инструментите, полиране, формоване, обработка, боядисване на прах и течности, пълен QA с CMM възможности , монтаж, опаковане и доставка.

Сертифициран по ITAF16949 Включва допълнителна услуга за кастинг инвестиционно леене,пясъчно леене,Гравитационен кастинг, Изливане на пяна леене,Центробежно леене,Вакуумно леене,Постоянно леене на мухъл, .Възможностите включват EDI, инженерна помощ, солидно моделиране и вторична обработка.

Кастинг индустрии Казуси за части за автомобили: Мотори, Самолети, Музикални инструменти, Водни плавателни съдове, Оптични устройства, Сензори, Модели, Електронни устройства, Кутии, Часовници, Машини, Двигатели, Мебели, Бижута, Конзоли, Телеком, Осветление, Медицински изделия, Фотографски устройства, Роботи, скулптури, озвучителна техника, спортна екипировка, инструментална екипировка, играчки и др.
Какво можем да ви помогнем да направите по-нататък?
∇ Отидете на началната страница за Китай за леене под налягане
→Части за леене-Разберете какво сме направили.
→ Съпоставени съвети за Услуги за леене под налягане
By Производител на леене под налягане Minghe | Категории: Полезни статии |Материал Tags: Алуминиево леене, Цинково леене, Магнезиево леене, Титаново леене, Леене от неръждаема стомана, Месинг леене,Бронзово леене,Кастинг на видео,История на компанията,Алуминиево леене под налягане | Коментарите са изключени







